



Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
同時,非球面鏡參數(shù)和影像波前等數(shù)值也被列入評分的標準。透鏡參數(shù)在光學設計上常使用的最小化Seidel斜向像散的方法可透過在OpticStudio的評價函數(shù)中加入ASTI操作數(shù)達成目的,此時我們將目標值設為0、加大權重,並且使用單一波長。在縮小遠點球面上最小模糊圈的方面,我們可以透過OpticStudio的預設優(yōu)化函數(shù)和光點半徑標準等功能達成目的。
2213
w**elab86_Swsp ??? 3年前
Zemax光學設計技術教程:如何使用Jones Matrix表面 
另一方面,如果光束以任意的{l, m, n}向量入射,OpticaStudio會自動調(diào)整Ez 或 {Ex, Ey},來達到k ? E = 0 且E的振幅不會增加的目標。但這樣的調(diào)整可能會使E的振幅變小,最後導致穿透光能量的損耗。以下是一些具代表性的Jones Matrix,我們可以在OpticStudio的Help System中找到這些資訊。
2425
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
“Gaussian Waist”光束定義的輸入?yún)?shù)的進一步描述可以在標題為“關於物理光學傳播”的Help系統(tǒng)部分中找到。Laguerre-Gaussian 模態(tài)對於圓柱對稱的雷射腔設計,即具有圓形增益孔徑,Laguerre-Gaussian模態(tài)提供了對近軸波動方程的適當解。這些模式的電場分佈可以寫成Laguerre polynomials。
2058
w**elab86_Swsp ??? 3年前
Zemax案例 | 基于Zemax相機多自由度主動對準技術研究 
光學系統(tǒng)在制造與裝配過程中產(chǎn)生的累積誤差,是制約成像品質(zhì)提升的關鍵瓶頸。傳統(tǒng)被動對準工藝效率低下、精度有限,而現(xiàn)有主動對準技術高度依賴波前傳感器等專用設備,難以兼顧精度、速度與工程實用性。
1004
摩爾芯創(chuàng) ??? 15天前
超表面計量學的光學屬性 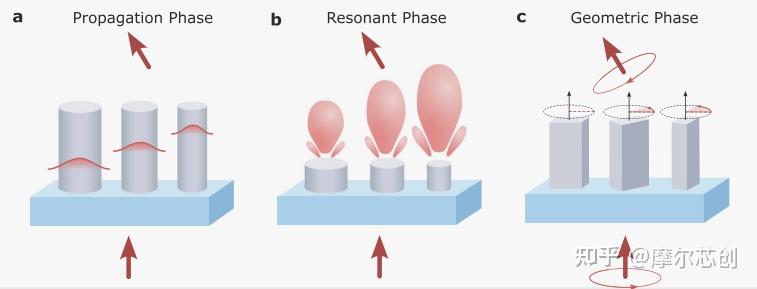
超表面偏振測量表征通過合理設計超表面結構單元的幾何形狀,可靈活控制光的偏振,實現(xiàn)從矢量全息、偏振濾波到偏振復用等多種功能,此外,偏振控制還在材料檢測、生物成像、光通信等眾多領域也至關重要。光的偏振態(tài)(SoP)由三個量表征,包括量化偏振光量的偏振度(DoP)、橢圓率χ和偏振角α。因此,SoP可以表示為龐加萊球中的3D向量,如圖4所示。
1371
摩爾芯創(chuàng) ??? 4月前
數(shù)控機床加工精度受哪些因素的影響? 
數(shù)控銑床通常會根據(jù)客戶實際需求加工各種形狀的零件,甚至有一些是表面粗糙的毛坯材料,比如圓柱、方形、球面或者其他不規(guī)則形狀。 這種材料本身就存在較大誤差,在加工過程中,需要確定準確的基準面定制。這一操作也將方便操作人員測量零件尺寸,進一步提升零件的加工精度。2、控制數(shù)控銑床的溫度在一定范圍內(nèi)。
4265
2103707493 ??? 2年前
表面粗糙度圖表:了解CNC加工中的表面光潔度 
在現(xiàn)代制造業(yè)中, CNC機加工 CNC機加工技術憑借其高精度和靈活性,成為生產(chǎn)復雜零件的核心工藝之一。在CNC加工過程中,零件的表面光潔度是確保產(chǎn)品質(zhì)量的關鍵因素之一。無論是航空航天、汽車制造,還是醫(yī)療設備行業(yè),高質(zhì)量的表面光潔度不僅能提升產(chǎn)品的美觀度,還對其功能性、耐用性和可靠性產(chǎn)生重要影響。
4079
2103707493 ??? 1年前
高精度試驗T型槽平臺:三坐標測量與光學檢測專用定點基準臺
在制造檢測領域,三坐標測量與光學檢測是保障產(chǎn)品尺寸精度的核心手段,而高精度試驗T型槽平臺作為專用定點基準臺,其精度穩(wěn)定性與定點可靠性直接決定檢 
平臺精度等級優(yōu)先選用00級(平面度≤0.02mm/m),槽寬公差控制在H6級,為測試提供穩(wěn)定基準。
1681
河北威岳 ??? 3月前
提升紅外測溫儀精確度的方法有哪些? 
提升紅外測溫儀的精確度是一個系統(tǒng)工程,需要從參數(shù)設置、光學匹配、環(huán)境控制及日常維護四個維度入手,作為源自德國的精密制造代表,德國Optris不僅提供高精度的硬件設備,更主要通過專業(yè)的技術支持,幫助用戶掌握正確的使用方法,只有當先進的技術與科學的操作相結合,才能真正釋放紅外測溫技術在工業(yè)中的巨大價值,為智能制造保駕護航。
1240
用戶_156343 ??? 1月前
廣東模具術語深圳方言模具術語
=回收章 細水口=針點澆口 潛水=針點澆口 鑲 件=入子 排氣槽=逃氣道 披鋒=毛邊 加膠=加料 密封圈=膠圈 中托司=頂出導柱(套)=哥林柱 水口扣針=拉料頂針 插穿(碰穿)=靠破曬紋=咬花 波子螺絲=定位珠 開模器=拉膠 模胚類 水口邊
2279
汽車零部件模具與注塑 ??? 4年前
箱式T型槽平臺加工流程拆解:關鍵工序與精度控制方法 
臺面采用平面磨床精磨,搭配刮削工藝,控制平面度誤差,0級精度≤0.05mm/m,表面粗糙度Ra≤1.6μm;T型槽采用專用工具銑削,按GB/T158-1996標準加工,控制槽寬、槽距公差,相鄰槽間距公差≤±0.05mm,槽口做倒角處理,避免應力集中。
1432
河北威岳 ??? 3月前
ZEMAX軟件技術應用專題:如何為光學相干斷層掃描系統(tǒng)建模 
在此示例中,我們將使用840 nm中心波長,60 nm FWHM光源,該光源透過以下方式在空氣中提供5μm的軸向分辨率:這些光譜特性來自Superlum市售的超發(fā)光二極管,它具有生物成像的共同波長和足夠高的分辨率的帶寬。 我們將忽略準直光學,而是從入射光束進入干涉儀開始。
2223
w**elab86_Swsp ??? 3年前
T型槽鐵地板如何“拿捏”精度與承重?
在風電設備測試、工程機械總裝、重型工裝定點等工業(yè)場景中,T型槽鐵地板常年面臨重載沖擊、高頻振動、多工況切換等“狠活”挑戰(zhàn)。越是嚴苛的作業(yè)環(huán)境 
臺面經(jīng)超磨削加工,精度等級可達00級(平面度≤0.02mm/m),表面粗糙度Ra≤0.8μm;T型槽邊緣做倒角處理,避免應力集中,同時搭配林化+噴漆表面防護,既提升耐磨性,又防止潮濕環(huán)境銹蝕影響精度。
2318
河北威岳 ??? 3月前
層流機翼設計技術現(xiàn)狀與發(fā)展 
此外,壁面冷卻、主動柔性壁、多孔壁、表面粗糙元等被動和主動的流動控制技術也為機翼層流控制提供了新的思路。層流對機翼表面的制造公差和光滑度有著嚴格的要求, 雖然國內(nèi)外已經(jīng)形成了較多的自然層流機翼的相關設計和驗證方案,但投入工程實用的較為有限,原因之一就是缺乏光滑、防塵的機翼表層材質(zhì)。
5096 4
我愛飛機 ??? 3年前
波前檢測效率低易偏差?OAS 泰曼格林干涉儀破難題 
泰曼格林干涉儀案例分析簡介泰曼格林干涉儀作為分振幅干涉技術的核心應用設備,憑借對光學元件表面質(zhì)量、形狀誤差及系統(tǒng)波前畸變的高精度檢測能力,成為光學制造與檢測領域的關鍵工具。本案例采用 OAS 光學軟件,以束腰半徑 10mm、波長 0.6328μm 的光束為光源,模擬泰曼格林干涉過程,旨在驗證軟件對干涉現(xiàn)象的模擬精度,為實際檢測提供理論參考與操作依據(jù)。
2007
武漢二元 ??? 8月前
Moldex3D模流分析之敦吉科技利用Moldex3D改善連接器外觀不良及提高尺寸精度 
圖四 設變2:側邊滑塊減膠圖五 設變2的包封問題敦吉科技根據(jù)模擬分析結果,測量頂端和底部4個孔洞在體積收縮后的大小,以評估尺寸準確度。結果顯示在原始設計中,有2個孔洞超過容忍范圍,設變2的尺寸精度則改善77%,符合生產(chǎn)所需的質(zhì)量。接下來敦吉科技進行短射測試,以驗證Moldex3D分析的可靠度。如圖六所示,Moldex3D的流動波前模擬結果能準確呈現(xiàn)射出過程中的流動行為。
2082
Moldex3D 中國 ??? 3年前
T型槽平臺加工工藝詳解:從鑄造到精加工的完整流程箱式
T型槽平臺(箱式)作為機械裝配、機床調(diào)試、工裝定點的核心基準裝備,其加工工藝直接影響精度穩(wěn)定性與使用壽命。箱式結構憑借剛性強、受力均勻的特點,廣泛 
1.臺面精加工:采用平面磨床對臺面進行精磨,結合刮削工藝,確保臺面平面度符合標準,0級精度平面度誤差≤0.05mm/m,表面粗糙度Ra≤1.6μm。2.T型槽精加工:按圖紙規(guī)格,采用專用工具銑削T型槽,控制槽寬、槽距公差,槽邊緣做倒角處理,避免應力集中,確保T型螺栓滑動順暢,精加工后進行涂色對研檢驗,保障槽體精度。
2375
河北威岳 ??? 3月前
支持8K屏、光均勻度超96%,創(chuàng)必得發(fā)布智能光固化3D打印新品ChiTu E10&M20 
,進一步提升了用戶使用便捷度。
2213
南極熊3D打印 ??? 4年前
干機械,但是90%的人不知道表面粗糙度Ra為什么用0.8,1.6,3.2,6.3,12.5表示? 
了解了表面粗糙度數(shù)值的由來,讓我們來看看表面粗糙度的知識吧! 1、表面粗糙度的概念 表面粗糙度是指加工表面具有的較小間距和微小峰谷的不平度。其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),它屬于微觀幾何形狀誤差。 具體指微小峰谷Z高低程度和間距S狀況。
3689
UG編程模具設計實戰(zhàn) ??? 4年前
天天做機械,但是90%的人不知道表面粗糙度Ra為什么用0.8,1.6,3.2,6.3,12.5表示? 
了解了表面粗糙度數(shù)值的由來,讓我們來看看表面粗糙度的知識吧! 1、表面粗糙度的概念 表面粗糙度是指加工表面具有的較小間距和微小峰谷的不平度。其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),它屬于微觀幾何形狀誤差。 具體指微小峰谷Z高低程度和間距S狀況。
2835
模具設計UG編程教學 ??? 4年前
20條/頁 
 24
24 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
